

 联系我们
联系我们

高端运动控制技术引入,实现设备速度与精度的几何级提升
工艺介绍
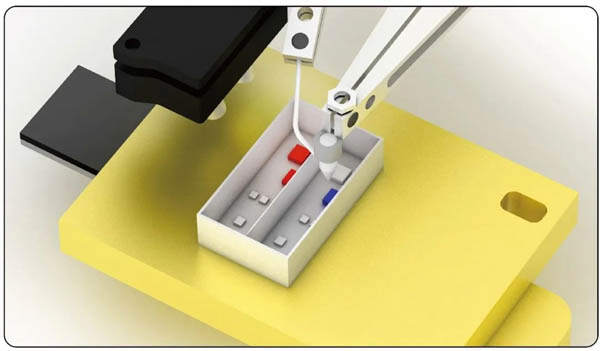
利用高纯度的金线(Au) 、铜线(Cu)或铝线(Al)把 Pad 和 Lead通过焊接的方法连接起来。

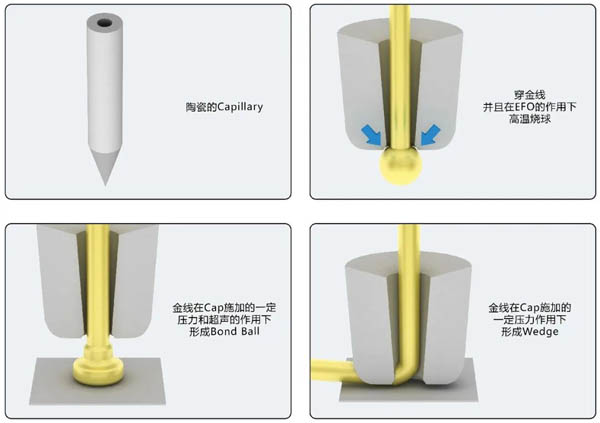
■ Pad是芯片上电路的外接点
■ Lead是Lead
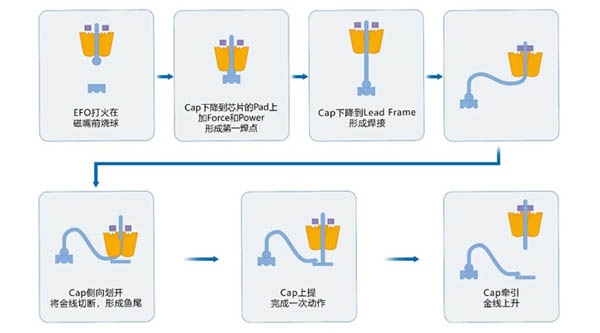
W/B是封装工艺中***为关键的一部工艺。

课题
1、超高加速度下,易产生较大偏差
由于焊线均为4mm以内的小线段,要快速达到目标速度则需要非常大的加速度。可一旦加速度过快,焊接容易产生偏差,难以确保产品的良品率。
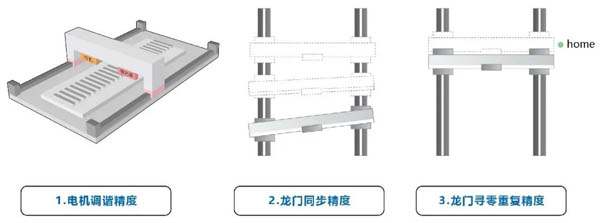
2、龙门机构运动控制的不稳定性
龙门机构的运动精度,受到电机调谐的精度、龙门运动时的同步精度以及龙门寻零重复的精度等因素影响,可能造成***终动作的精度不足。

3、受齿槽力影响,产生跟随误差
由于直线电机定子的结构决定,直线电机在运动过程中,会受齿槽力(Cogging Torque)的影响,产生周期性变化的跟随误差。
4、需保持恒定压力来焊接芯片
解决方案
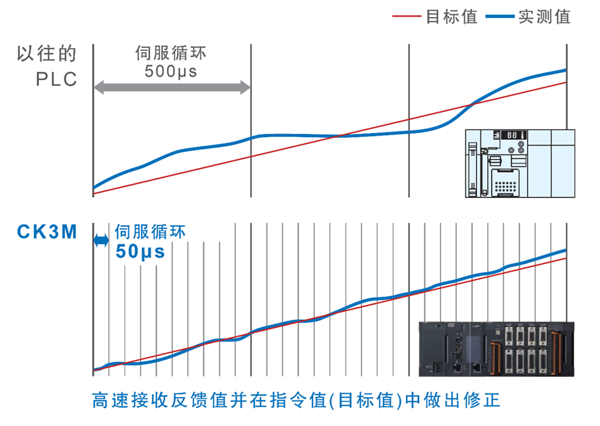
超高速同步控制,
实现仅μ级的误差范围
通过欧姆龙可编程多轴运动控制器CK系列,利用控制器的高性能伺服算法,以及超高扫描周期(16~32K),提高伺服循环的响应频率,实现纳米级的高精度控制。***终,达成XY轴20g,Z轴160g的控制目标,且3至4ms稳定至1μm误差范围。

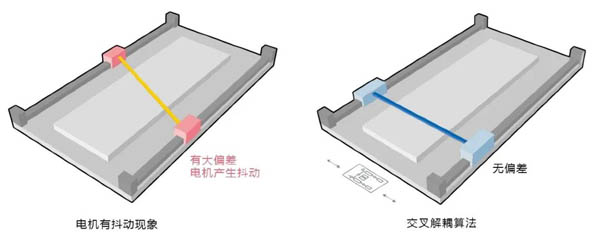
独特的交叉解耦控制,
确保龙门机构的运动精度
通过欧姆龙可编程多轴运动控制器CK系列,独特的交叉解耦控制,保证龙门架在运行中的***水平,同时专为龙门设计的回零方式,亦可保证回零后龙门架的***水平。

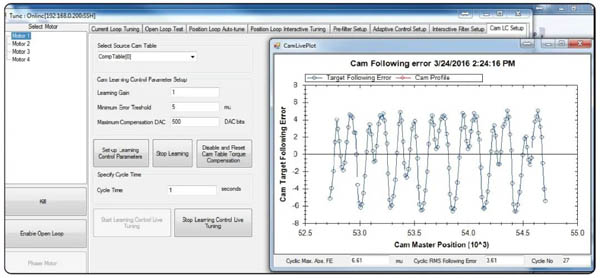
利用迭代自学习算法,
完成对齿槽力的补偿
一般来说,生成扭矩补偿表即可解决此问题。但齿槽力的测量较为困难。因此,我们利用欧姆龙可编程多轴运动控制器CK系列,自带的迭代自学习算法(Iterative Learning Control),可以对齿槽力进行自动识别,从而完成对齿槽力的补偿,将跟随误差的波动减到***小。

利用级联算法,实时调节压力
控制系统
■ 可编程多轴运动控制器CK系列


实现价值
XY-Stage性能指标
XYZ加速度:20g,20g,160g
稳定时间:2至4ms
***大跟随误差:15μm
龙门机构性能指标
XYZ加速度:5g,5g,10g
稳定时间:3至5ms
***大跟随误差:10μm
龙门两轴偏差:4μm

经营层
■ 为了应对消费者的产品需求多样化和产品生命周期的缩短化,通过将极具创造性的运动控制技术引入到生产现场,实现了设备速度与精度的几何级提升,打造行业Top竞争力。
管理层
■ 欧姆龙可编程多轴运动控制器,兼容第三方产品,使客户拥有更多的选择空间,例如选择更为经济的电机与驱动器后,可提高设备价格优势。
■ 运动机构的定位以及检查的速度、精度提升,完全建立在控制系统与程序的优化,无需更改机械结构和运动时间,导入时间更快且成本更低。
工程师层
■ 设备速度与精度都得到显著提升,稳定时间3至4ms,误差控制在1μm,且***保证龙门双驱同步,加速度达到5g。
■ 欧姆龙可编程多轴运动控制器CK系列,内置迭代自学习等多种算法,可直接调用,调试简单,开发周期短。
